Как изогнуть дерево для мебели?
Как изогнуть дерево для мебели?




§ 16. Гнутье
Понятия о гнутье древесины. Криволинейные детали целесообразно изготовлять гнутьем, а не выпиливанием. Гнутая деталь значительно прочнее выпиленной, на ее изготовление расходуется меньше древесины. Кроме того, на криволинейных поверхностях выпиленных деталей получаются полуторцевые и торцевые поверхности срезов, в связи с чем ухудшаются условия их дальнейшей обработки и отделки.
Процесс изготовления гнутых деталей требует специального оборудования, поэтому гнутье применяют, как правило, при значительных объемах выпуска криволинейных деталей.
При гнутье заготовок происходит растяжение и сжатие волокон древесины. Растягиваемые волокна получают удлинение, а сжимаемые – укорачивание. Обозначим абсолютную величину удлинения и укорачивания наружных волокон через Δl и в произвольном масштабе отложим ее от точек а и b в разные стороны от линии аb (рис. 75).
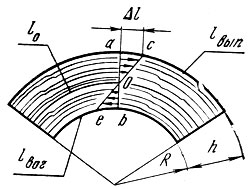
Рис. 75. Диаграмма растягивающих и сжимающих напряжений волокон древесины в изгибаемой заготовке
Линия се пересечет линию аb в точке О. Волокна, расположенные от точки О к выпуклой стороне при изгибе заготовки, будут растягиваться, а волокна, расположенные к вогнутой стороне, – сжиматься. Причем наибольшее растяжение при изгибе получат наружные волокна, расположенные на выпуклой стороне заготовки lвып, а наибольшее сжатие наружные волокна, находящиеся на вогнутой стороне заготовки lвог.
Волокна, расположенные в зоне, проходящей через точку О, не будут ни растягиваться, ни сжиматься. Их длина будет равна длине заготовки до изгиба l. Эта зона называется нейтральной, и линия, проходящая через точку О, также называется нейтральной.
Полученная на рис. 75 диаграмма отображает растягивающие и сжимающие напряжения волокон в изгибаемой заготовке, когда нейтральная линия проходит через середину толщины заготовки. В этом случае растягивающие и сжимающие напряжения волокон равны.
Однако при свободном изгибе заготовки до излома разрушение древесины всегда происходит от разрыва наружных растянутых волокон, в то время как волокна на вогнутой стороне будут испытывать незначительное сжатие. Это объясняется тем, что максимальное растяжение волокон древесины составляет 1-2%, в то время как волокна могут быть сжаты на 15-20% за счет их уплотнения при изгибе. Поэтому при изгибе нейтральная линия будет смещаться к выпуклой стороне заготовки.
Величина возникающих при изгибе напряжений растяжения и сжатия зависит от толщины заготовки и радиуса изгиба. Чем толще заготовка, тем больше должен быть радиус изгиба. Например, заготовку из букового сухого шпона толщиной 1 мм можно изогнуть радиусом примерно 80-100 мм, в то же время для буковой линейки толщиной 4 мм допускаемый при бездефектном гнутье радиус кривизны равен 320-400 мм. Для повышения способности древесины к гнутью ее подвергают гидротермической обработке, например пропаривают. Гидротермическая обработка делает древесину более пластичной. Однако способность древесины растягиваться после гидротермической обработки изменяется незначительно и практически не превышает 2%. В то же время гидротермическая обработка увеличивает способность древесины к сжатию до 30%.
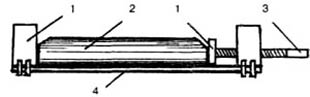
Возможность гнутья цельных заготовок древесины может быть значительно увеличена, если гнутье выполнять с помощью стальной ленты (шины) толщиной 0,2-2,5 мм, накладываемой на наружную сторону заготовки (рис. 76). Шина 4 снабжена упорами 1, в которые упираются торцы заготовки 2. Натяжение шины регулируется винтом 3. При изгибе заготовки шина ограничивает величину растяжения древесины, и изгиб происходит за счет сжатия волокон на вогнутой стороне. Таким путем искусственно смещают нейтральный слой к выпуклой стороне изгибаемой заготовки.
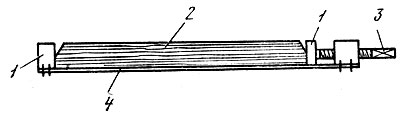
Рис. 76. Шина с упорами для гнутья заготовки: 1 – упоры, 2 – заготовка, 3 – винт, 4 – шина
Чтобы избежать разрыва волокон, шина в начале изгиба должна быть натянута и плотно прилегать к заготовке. Затем в процессе гнутья несколько ослабляют натяжение, чтобы удлинение наружных волокон на выпуклой стороне заготовки не превышало 2%. Если не ослабить натяжение, волокна на выпуклой стороне заготовки не будут растягиваться, что увеличит напряжение сжатия волокон на вогнутой стороне заготовки. Силы сжатия могут оказаться настолько большими, что вызовут образование складок на вогнутой стороне. В гнутарных станках применяют саморегулирующийся упор, поддерживающий натяжение шины в процессе гнутья в нужных пределах.
Бездефектное гнутье возможно при следующих примерных соотношениях h/R, где h – толщина изгибаемой заготовки, R – внутренний радиус изгиба (шаблона):
Данные приведены для древесины без пороков. Сучки, трещины, наклон волокон и другие пороки снижают способность древесины к изгибу.
Технология гнутья. Технологический процесс изготовления гнутых деталей включает в себя гидротермическую обработку, гнутье заготовок и их сушку после гнутья.
Гидротермической обработкой достигается улучшение пластических свойств древесины. Под пластичностью понимают свойства материала изменять свою форму без разрушения под действием внешних сил и сохранять ее после того, как действие сил будет устранено. Наилучшие пластические свойства древесина приобретает при влажности 25-30% и температуре в центре заготовки к моменту гнутья примерно 100°С.
Гидротермическую обработку древесины выполняют пропариванием в специальных камерах или котлах насыщенным паром низкого давления – 0,2-0,5 кгс/см 2 при 102-105°С. Время, необходимое для пропаривания, определяется по диаграммам или таблицам, в которых указывается время, необходимое для пропаривания заготовки в зависимости от ее толщины и температуры в центре заготовки.
Так как продолжительность пропаривания определяется временем достижения заданной температуры в центре пропариваемой заготовки, то время пропаривания увеличивается с увеличением толщины заготовки. Например, для пропаривания заготовки (с начальной влажностью 30% и начальной температурой 25°С) толщиной 25 мм с достижением температуры в центре заготовки 100°С необходим 1 ч, толщиной 35 мм – 1 ч. 50 мин.
Ускоряет процесс пластификации древесины прогрев заготовок в поле токов высокой частоты (ТВЧ). Установка для прогрева заготовок в поле ТВЧ представляет собой камеру нагрева, в которую подаются заготовки. Продолжительность прогрева заготовок в установках ТВЧ значительно сокращается. Так, для прогрева заготовки толщиной 35 мм с начальной влажностью 30% до температуры 100°С требуется всего 8 мин.
Гнутье заготовок производят на незамкнутый контур (задняя ножка стула, подковообразная царга) и замкнутый (круглая царга).
При гнутье на незамкнутый контур заготовку кладут на шину с упорами, затем в механическом или гидравлическом прессе заготовку вместе с шиной изгибают на заданный контур. В прессах, как правило, изгибают одновременно несколько заготовок. По окончании гнутья концы шин стягивают стяжкой. Согнутые заготовки поступают на сушку вместе с шинами.
Схема гнутья заготовок в гнутарных станках на замкнутый контур приведена на рис. 77. Заготовки изгибают вокруг гладкого (рис. 77, а) или зубчатого (рис. 77, б) шаблона. Гнутье выполняют следующим образом. Съемный шаблон 7 или 9 с прикрепленной к нему шиной 3 надевают на вал 1, вращающийся от электродвигателя через редуктор 8. Вторым концом шина закреплена в каретке 5, скользящей по направляющим 4. Каретка имеет саморегулируемый механический или гидравлический упор, поддерживающий натяжение шины в процессе гнутья в нужных пределах.
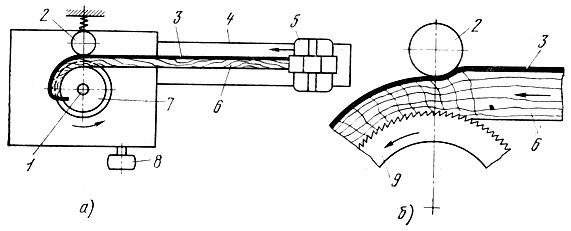
Рис. 77. Схема гнутья заготовок в гнутарных станках на замкнутый контур: а – в станках с гладким шаблоном, б – в станках с зубчатым шаблоном; 1 – вал, 2 – ролик, 3 – шина, 4 – направляющие каретки, 5 – каретка, 6 – заготовка, 7 – гладкий шаблон, 8 – редуктор, 9 – зубчатый шаблон
После установки заготовки в станок и натяжения шины включают электродвигатель, который поворачивает с угловой скоростью 40-50 рад/с вал 1 с шаблоном, и заготовка с шиной навивается на шаблон. Для предотвращения отщепов и складок во время гнутья заготовку прижимают к шаблону роликом 2 с усилием 40- 50 кгс/см 2 . При таком давлении одновременно происходит некоторое прессование древесины. Величина прессования для древесины хвойных и мягких лиственных пород составляет 20-30%, твердых лиственных пород – 5-10% от начального размера.
Применение в станках зубчатых шаблонов позволяет предотвратить образование складок на вогнутой поверхности заготовки, которое наиболее часто наблюдается у древесины мягких лиственных и хвойных пород. Зубчатые шаблоны изготовляют с шагом зуба 5 мм, высотой зуба 3 мм. Зубья должны быть направлены навстречу движению заготовки. При прохождении заготовки через зубчатый шаблон и валик волокна бруска уплотняются, а слои древесины, примыкающие к шаблону, вдавливаются во впадины насечки. Благодаря этому исключается сдвиг волокон и появление складок.
По окончании гнутья задний конец шины открепляют от каретки и прикрепляют скобой к шаблону. Шаблон с заготовкой и шиной снимают с вала станка и отправляют в сушилку.
Сушат заготовки в сушильных камерах до влажности 6-8%. Во время сушки стабилизируется форма заготовок. Режимы сушки гнутых заготовок не отличаются от режимов сушки негнутых заготовок. После сушки заготовки освобождают от шаблонов и шин и выдерживают в условиях цеха не менее 24 ч.
После выдержки отклонение размеров гнутых заготовок от первоначальных обычно составляет ±3 мм.
Далее заготовки обрабатывают на фрезерных, токарных и шлифовальных станках.
Переходи в Вулкан Платинум, официальный сайт, которого, поможет освоится в многообразии автоматов
Как изогнуть дерево для мебели?

При изготовлении полозьев для кресла-качалки, изогнутых планок для спинки стула или планшира для лодки вам понадобятся изогнутые деревянные детали. Вы можете вырезать их из массивной древесины или же изогнуть заготовку, которая была обработана паром, ламинирована или прорезана. Овладение этими навыками – еще одна веха на пути к овладению столярным искусством. Ниже рассказывается об основах.
Какую древесину изгибать легче, а какую труднее?
Некоторые породы древесины ведут себя лучше других из-за клеточного строения и текстуры волокон. Легче всего изогнуть древесину с длинными волокнами, например белый и красный дуб, ясень и гикори. Вяз, клен, орех и вишню изогнуть можно, но с большими усилиями. Вам следует избегать древесины мягких пород, например ели и сосны, а также плотной или маслянистой тропической древесины, в частности железного дерева и африканского красного дерева. Какую бы породу древесины вы не выбрали, позаботьтесь, чтобы заготовки были прямослойными и без сучков.
Как долго следует обрабатывать древесину паром, чтобы она стала достаточно пластичной для изгибания?
Практическое правило гласит: обрабатывать паром надо в течение часа на каждый дюйм (2,5 см) толщины заготовки. Если время обработки меньше – будет тяжело изогнуть заготовку; если больше – будет трудно работать с древесиной.
Что происходит с древесиной во время сгибания под паром?
Деревянные волокна связаны между собой лигнином, похожим на клей веществом, окружающим клетки. Когда дерево обрабатывают паром при температуре 88-107°С, лигнин размягчается, позволяя волокнам в процессе изгибания заготовки растягиваться или сжиматься. Когда древесина охлаждается, лигнин снова затвердевает, и волокна фиксируются в новом положении.
Легче ли изогнуть свежесрубленную древесину, чем высушенную?
Да. Зеленая древесина более пластична, и чем она свежее, тем лучше. Древесину высушенную на воздухе, сгибать труднее, а высушенную в сушильной камере еще труднее.
Изгибание планок для спинки кресла-качалки. Можно ли соорудить небольшое приспособление для сгибания под паром?
Можно. Все, что вам надо, это источник пара и паровая камера. Простейшим источником пара является электрический чайник; на втором месте стоит машина для отпаривания обоев. Простейшая паровая камера – это ящик, сделанный из фанеры толщиной 19 мм.
Вот несколько советов.
♦ Делайте ящик минимально необходимого размера, поскольку для максимальной эффективности пар должен нагревать всю камеру.
♦ Снабдите камеру нагелями, чтобы получилась полка, на которой древесина будет доступна пару со всех сторон.
♦ Соорудите простое приспособление для подачи пара от источника к камере. Его можно сделать с помощью трубки из ПВХ и нескольких фитингов.
♦ Не делайте ящик герметичным. Просверлите несколько отверстий диаметром 6 мм для выхода пара и конденсата и измерения температуры поварским термометром.
♦ Слегка наклоните ящик, чтобы дать сток сконденсировавшейся влаге.
Как мне изготовить форму для изгибания обработанной паром древесины и как ею пользоваться?
Сделайте форму из нескольких слоев фанеры толщиной 19 мм или сплоченных досок. Под днищем формы с обоих концов поместите скошенные блоки, на которые будут надежно опираться прижимы струбцин.
Наденьте защитные очки и выньте свою заготовку из паровой камеры. Положите ее на форму и прижмите один конец струбциной, подложив под прижим обрезок древесины для равномерного распределения давления по ширине доски. Таким же образом прижмите другой конец заготовки. Лучше всего помещать заготовку на форму сразу же после извлечения ее из паровой камеры.
Я делаю комплект стульев с изогнутыми спинками для столовой, но предпочел бы склеивать по несколько тонких планок, а не изгибать под паром одну толстую заготовку. Насколько тонкими должны быть планки для спинок и как подготовить древесину к склеиванию?
Большинство сортов древесины становятся гибкими при толщине 3 мм и меньше. Сначала выберите доску такой толщины, чтобы ее хватило на изготовление планок с учетом толщины распилов. Лучше взять доску большей длины, чем вам необходимо, а после изгибания вырезать планки нужной длины.
Отрежьте одну планку на круглопильном станке, снаряженном гладким пильным диском, и отложите ее в сторону. Сгладьте кромку доски на фуговальном станке, отрежьте следующую планку и повторите процесс. В результате фугования доски перед отрезанием следующей заготовки одна сторона каждой планки будет гладкой, хорошо подходящей для нанесения клея. Складывайте планки стопкой в том же порядке, в котором они были отрезаны.
Как сделать и использовать форму для склеивания тонких планок?
Сначала вырежьте из фанеры или МДФ шаблон по форме нижней части желаемой кривой (фактически несколько меньшего размера, чтобы компенсировать упругую деформацию планок). Для изгибания более широких планок вам понадобится скрепить два или три слоя материала.
Перовым сверлом высверлите отверстия на расстоянии пары дюймов от края, чтобы было за что цепляться прижимам. Прижмите форму к листу фанеры.
Вырежьте несколько изогнутых прижимных блоков, чтобы равномерно распределять давление струбцин по внешней стороне изгибаемых планок. Нанесите на планки клей, сложите стопкой и прижмите один конец к форме струбциной. Продолжайте добавлять струбцины и блоки, прижимая планки к форме. Изредка постукивайте по кромкам планок, чтобы они располагались заподлицо. Оставьте струбцины на ночь, потом снимите их.
Какой клей лучше всего подходит для склеивания тонких планок?
Лучше всего использовать клей, который при высыхании становится твердым: эпоксидный, полиуретановый, резорциновый или смоляной.
Резорциновый клей хорош для темных пород древесины, но при склеивании светлой древесины оставляет заметную темную линию. Для светлой древесины стоит использовать специальный светлый смоляной клей, который продается в столярных магазинах.
Я знаю, что большинство сортов древесины после снятия с формы будут слегка разгибаться. Как это компенсировать?
Точного рецепта не существует, поскольку играют роль такие факторы, как время, проведенное на шаблоне, сорт дерева, его толщина, степень изгибания и прочее. Лучше перегнуть древесину, чем недогнуть. Слишком сильно изогнутую древесину можно слегка распрямить, немного подогрев ее горячим воздухом из фена для волос или положив на вогнутую часть влажное полотенце после снятия с формы. Однако трудно сильнее изогнуть заготовку после охлаждения. Лучше всего сначала поэкспериментировать, а потом делать деталь.
Совет: добрый старый смягчитель ткани
Если вы собираетесь изогнуть одну-две тонкие планки, попробуйте намочить дерево в ванне, наполненной теплой водой с небольшой добавкой смягчителя ткани. Эта смесь способствует размягчению древесных волокон.
Как гнут пропиленную древесину?
Как показывает само название, при этом способе в заготовке делают несколько поперечных пропилов, чтобы сделать ее достаточно гибкой. Обычно пропилы располагаются с промежутками 13 – 25 мм (в зависимости от того, насколько сильно нужно согнуть заготовку), а глубину пропилов выбирают так, чтобы на лицевой стороне оставалось около 3 мм нетронутой древесины. Этот метод имеет свои недостатки: пропилы видны на кромках и их приходится каким-либо образом маскировать. Кроме того, на изогнутой доске могут возникнуть изломы, если промежутки между пропилами и глубина пропилов выбраны неправильно.
Можно ли просто вырезать полозья из цельного дерева?
Да. Сначала из толстого картона сделайте шаблон. Выберите твердое дерево с прямыми волокнами, свободное от дефектов, и поместите на него шаблон. Проверьте кривую и ее расположение относительно волокон. Чем ближе к прямому углу будут расположены волокна по отношению к изогнутой детали (то есть на ее концах), тем больше вероятность раскола этих частей. Если изгиб умеренный, проблема может быть не слишком серьезной. Расположив шаблон оптимальным способом, перенесите его контуры на древесину. Если деталь сильно изогнута, имеет смысл сделать эти участки толще, в виде округлых головок.
Справочник | Лесоматериалы | Деревянное строительство
Вы здесь
Технология гнутья столярной древесины
При изготовлении мебели не обойтись без криволинейных деталей. Получить их можно двумя способами — выпиливанием и гнутьем. Технологически, казалось бы, легче выпилить криволинейную деталь, чем отпаривать, гнуть а затем в течении определенного времени выдерживать ее до полной готовности. Но у выпиливания есть ряд негативных последствий.
Первое — существует большая вероятность перерезания волокон при работе с выкружной пилой (именно она применяется при такой технологии). Следствием перерезания волокон будет потеря прочности детали, и, как следствие, всего изделия в целом. Второе — технология выпиливания предполагает больший расход материала, чем технология гнутья. Это очевидно и комментариев не требуется. Третье — все криволинейные поверхности выпиленных деталей имеют торцовые и полуторцовые поверхности срезов. Это существенно влияет на условия дальнейшей их обработки и отделки.
Гнутье позволяет избежать всех этих недостатков. Конечно, гнутье предполагает наличие специального оборудования и приспособлений, а это не всегда возможно. Тем не менее, гнутье возможно и в домашней мастерской. Итак, какова же технология процесса гнутья?
Технологический процесс изготовления гнутых деталей включает в себя гидротермическую обработку, гнутье заготовок и их сушку после гнутья.
Гидротермической обработкой достигается улучшение пластических свойств древесины. Под пластичностью понимают свойства материала изменять свою форму без разрушения под действием внешних сил и сохранять ее после того, как действие сил будет устранено. Наилучшие пластические свойства древесина приобретает при влажности 25 — 30% и температуре в центре заготовки к моменту гнутья примерно 100°С.
Гидротермическую обработку древесины выполняют пропариванием в котлах насыщенным паром низкого давления 0,02 — 0,05 МПа при температуре 102 — 105°С.
Так как продолжительность пропаривания определяется временем достижения заданной температуры в центре пропариваемой заготовки, то время пропаривания увеличивается с увеличением толщины заготовки. Например, для пропаривания заготовки (с начальной влажностью 30% и начальной температурой 25°С) толщиной 25 мм с достижением температуры в центре заготовки 100°С необходим 1 ч., толщиной 35 мм — 1 ч.50 мин.
 |
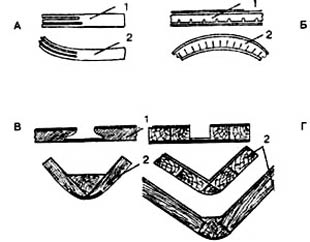 |
| Рис.1. Шина с упорами для гнутья заготовки: 1 — упоры; 2 — заготовка; 3 — винт; 4 — шина | Рис. 2. Гнутопропильные заготовки: А — с продольными пропилами на концах деталей; Б — с пропилами в плитах; В, Г — с пазами в плитах; 1— заготовки; 2 — готовые узлы |
При гнутье заготовку кладут на шину с упорами (рис.1), затем в механическом или гидравлическом прессе заготовку вместе с шиной изгибают на заданный контур, в прессах, как правило, изгибают одновременно несколько заготовок. По окончании гнутья концы шин стягивают стяжкой. Согнутые заготовки поступают на сушку вместе с шинами.
Сушат заготовки 6 — 8 ч. Во время сушки стабилизируется форма заготовок. После сушки заготовки освобождают от шаблонов и шин и выдерживают не менее 24 ч. После выдержки отклонение размеров гнутых заготовок от первоначальных обычно составляет ±3 мм. Далее заготовки обрабатывают.
Для гнутых заготовок применяются лущеный шпон, карбамидоформальдегидные смолы КФ-БЖ, КФ-Ж, КФ-МГ, М-70, древесностружечные плиты П-1 и П-2. Толщина заготовки может быть от 4 до 30 мм. Заготовки могут иметь самые разнообразные профили: уголковые, дугообразные, сферические, П-образные, трапециевидные и корытообразные (см. рис.2). Такие заготовки получаются путем одновременного сгиба и склеивания между собой смазанных клеем листов шпона, которые сформированы в пакеты (рис. 3). Такая технология позволяет получить изделия самых разнообразных архитектурных форм. К тому же изготовление гнутоклееных деталей из шпона экономически целесообразно из-за малого расхода лесоматериалов и сравнительно небольших трудозатрат.
 |
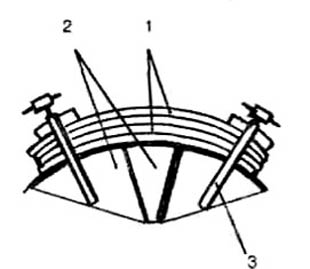 |
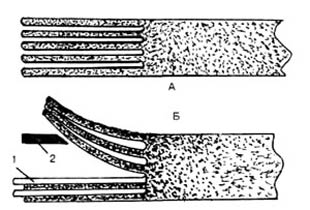
| Рис. 3. Гнутопропильные заготовки: А — заготовка с пропилами; Б — закладка шпона в пропилы; 1 — закладываемые полоски шпона; 2 — нож | Рис. 4. Фиксация на жестком шаблоне с помощью струбцин: 1 — склееные пласти; 2 —жесктий шаблон; 3 — струбцина |
Пласты делянок намазывают клеем, закладывают в шаблон и запрессовывают (рис. 4). После выдержки под пресом до полного схватывания клея узел сохраняет приданную ему форму. Гнутоклееные узлы изготовляют из шпона, из пластин лиственных и хвойных пород, из фанеры. В гнутоклееных элементах из шпона направление волокон в слоях шпона может быть как взаимно перпендикулярным, так и одинаковым. Изгиб шпона, при котором волокна древесины остаются прямолинейными, называется изгибом поперек волокон, а при котором волокна изгибаются — изгибом вдоль волокон.
При конструировании гнутоклееных узлов из шпона, несущих при эксплуатации значительные нагрузки (ножки стульев, корпусных изделий), наиболее рациональны конструкции с изгибом вдоль волокон во всех слоях. Жесткость таких узлов значительно выше, чем узлов с взаимно перпендикулярным направлением волокон древесины. Со взаимно перпендикулярным направлением волокон шпона в слоях конструируют гнутоклееные узлы толщиной до 10 мм, не несущие больших нагрузок при эксплуатации (стенки ящиков и т. п.). В этом случае они меньше подвержены формоизменяемости. Наружный слой таких узлов должен иметь долевое направление волокон (изгиб вдоль волокон), так как при изгибе поперек волокон в местах изгиба появляются мелкие долевые трещины, которые исключают хорошую отделку изделия.
Допустимые (радиусы кривизны гнутоклееных элементов из шпона зависят от следующих конструктивных параметров: толщины шпона, количества слоев шпона в пакете, конструкции пакета, угла изгиба заготовки, конструкции пресс-формы.
При изготовлении гнутопрофильных узлов с продольными пропилами необходимо учитывать зависимость толщины изгибаемых элементов от породы древесины и толщины изгибаемой детали.
В таблицах оставшиеся после пропилов элементы названы крайними, остальные — промежуточными. Минимальное расстояние между пропилами, которое можно получить, составляет около 1,5 мм.
С увеличением радиуса изгиба плиты расстояние между пропилами уменьшается (рис. 5). Ширина пропила зависит от радиуса изгиба плиты и количества пропилов. Для получения закругленных узлов, в плите после ее фанерования и шлифования выбирают паз в том месте, где будет изгиб. Паз может быть прямоугольным или типа «ласточкин хвост». Толщина оставшейся фанерной перемычки (дна паза) должна быть равна толщине облицовочной фанеры с припуском 1—1,5 мм. В прямоугольный паз вставляют на клею закругленный брусок, а в паз «ласточкин хвост» — полосу шпона. Затем плиту изгибают и выдерживают в шаблоне до схватывания клея. Для придания углу большей прочности в него с внутренней стороны можно поставить деревянный угольник.
Как согнуть дерево

Как согнуть дерево
Если возникла необходимость в изготовлении изогнутого деревянного элемента, то на первый взгляд может показаться, что проще выпилить нужный элемент в изогнутом виде, но в таком случае волокна древесного материала будут перерезаны, ослабляя, таким образом, прочность детали, а как следствие, и всего изделия. Кроме того, при выпиливании получается большой перерасход материала, что нельзя сказать о способе, когда деревянную заготовку попросту изгибают.
Древесина — это волокна целлюлозы, связанные между собой химическим веществом, называемым лигнин. От расположения волокон зависит гибкость дерева.
Обратите внимание! Только хорошо просушенное дерево будет надежным и долговечным исходным материалом для производства различных изделий. Однако изменение формы сухой деревянной заготовки процесс сложный, ведь сухое дерево может сломаться, что очень нежелательно.
Изучив технологию, как согнуть дерево, а также основные физические свойства древесины, которые позволяют изменять ее форму и впоследствии ее сохранить, вполне реально заняться изгибанием древесины в домашних условиях.
Некоторые особенности работы с деревом
Гнутье древесины сопровождается ее деформацией, а также сжатием внутренних слоев и растяжением внешних. Бывает так, что силы растяжения приводят к разрыву внешних волокон. Предупредить это можно при проведении предварительной гидротермической обработки.
Итак, согнуть можно заготовки бруса, сделанного из массива и клееной древесины. Кроме того, для гнутья применяют строганный и лущеный шпон. Самыми пластичными являются лиственные породы. В их числе бук, ясень, береза, граб, клен, дуб, тополь, липа и ольха. Гнутые клееные заготовки лучше всего делать из шпона березы. Стоит отметить, что в общем объеме гнуто-клееных заготовок березовый шпон занимает примерно 60%.
При пропаривании заготовки способность к сжатию значительно увеличивается, а именно на треть, в то время как способность к растяжению повышается всего на несколько процентов. А, значит, думать о том, можно ли гнуть дерево толще 2 см, не стоит априори.
Нагрев в паровой коробке
Вначале следует подготовить паровую коробку. Она может быть собственноручно сделанной. Ее главная задача — держать дерево, которое необходимо согнуть. В ней должно быть отверстие, предназначенное для выхода давления пара. В противном случае она взорвется.
Отверстие для выхода пара должно располагаться в дне коробки. Кроме того, в коробке должна быть предусмотрена съемная крышка, через которую можно будет вытащить гнутое дерево, после того как оно приобретет нужную форму. Чтобы удержать деревянную гнутую деталь в нужной форме, следует использовать зажимы. Их можно сделать самостоятельно из дерева или купить в специализированном магазине.
Из дерева следует сделать круглые обрезки — несколько штук. В них просверливаются смещенные от центра отверстия. После этого необходимо просунуть болты через них, а затем просверлить еще одно отверстие через стороны, чтобы задвинуть их намертво. Такие нехитрые поделки могут стать отменными зажимами.
Теперь настало время пропарить дерево, для этого следует позаботиться об источнике тепла и закрыть заготовку из дерева в паровой коробке. На каждые 2,5 см толщины заготовки пропаривать изделие нужно около часа. По истечении времени, дерево нужно вынуть из коробки и придать ему необходимую форму. Процесс должен выполняться очень быстро. Сгибается заготовка аккуратно и мягко.
Обратите внимание! Одни виды древесины гнутся легче других за счет разной эластичности. Разные способы требуют приложения силы разной величины.
Как только желаемый результат достигнут, гнутое дерево нужно зафиксировать в таком положении. Можно закреплять дерево при его формировании. Благодаря этому легче контролировать процесс.
При помощи химической пропитки
Чтобы разрушить связи лигнина между волокнами можно воздействовать на дерево химическими веществами, причем осуществить это вполне реально в домашних условиях. Идеально для этого подходит аммиак. Заготовка отмачивается в 25% водном растворе аммиака. После чего она становится весьма послушной и эластичной, что позволяет согнуть, скрутить ее и выдавить в ней под прессом рельефные формы.
Обратите внимание! Аммиак опасен! Поэтому при работе с ним следует соблюдать все правила техники безопасности. Вымачивание заготовки следует проводить в глухо закрывающейся емкости, находящейся в помещении, которое хорошо проветривается.
Водный раствор аммиакаВодный раствор аммиака
Чем дольше древесина находится в аммиачном растворе, тем пластичнее она становится. После отмачивания заготовки и придания ей формы, нужно оставить ее в таком изогнутом виде. Это нужно для фиксации формы, ну и для того, чтобы аммиак испарился. Опять же оставлять гнутое дерево следует в проветриваемом помещении. Интересно, что после испарения аммиака, волокна древесины обретут былую прочность, а это позволит заготовке удерживать свою форму!
Вначале нужно сделать заготовку дерева, которая будет подвергаться изгибу. Доски должны быть чуть длиннее, чем длина готовой детали. Это объясняется тем, что изгиб укоротит ламели. Прежде чем начать резку, следует нарисовать карандашом диагональную прямую. Сделать это нужно поперек нижней стороны доски. Это позволит сохранить последовательность ламелей после их перемещения.
Доски отрезаются прямослойным краем, ни в коем случае не лицевой стороной. Так, их можно будет сложить вместе с наименьшим изменением. В форму наносится пробковый слой. Это поможет избежать неровностей в форме пилы, что позволит сделать более четкий изгиб. Кроме того, пробка удержит расслоение в форме. Теперь наносится клей на верхнюю сторону одной из деревянных ламелей.
Клей наносится на ламели валиком. Лучше всего использовать карбамидоформальдегидный клей, состоящий из 2 частей. Он обладает высоким уровнем сцепления, но долго сохнет. Можно также использовать эпоксидную смолу, но такой состав стоит очень дорого, и позволить его себе может не каждый. Стандартный клей для дерева в этом случае нельзя применять. Он быстро сохнет, но является очень мягким, что в данной ситуации никак не приветствуется.
Доски скрепляются после склеиванияДоски скрепляются после склеивания
Заготовку из гнутого дерева следует как можно быстрее поместить в форму. Так, на промазанную клеем ламель укладывается еще одна. Процесс повторяется, пока гнутая заготовка не приобретет нужную толщину. Доски скрепляются вместе. После того как клей полностью высохнет, следует укоротить ее до нужной длины.
Пропил, как метод
Подготовленный деревянный отрезок нужно пропилить. Пропилы делаются на 2/3 от толщины заготовки. Они должны находиться с внутренней стороны изгиба. Следует быть предельно внимательным, ведь грубые пропилы могут сломать дерево.
Обратите внимание! Ключ к успеху при резке пропилов заключается в том, чтобы расстояние между надрезами было максимально ровным. В идеале 1,25 см.
Дефекты можно скрыть шпономДефекты можно скрыть шпоном
Надрезы делаются поперек узора дерева. Далее следует сжать края заготовки так, чтобы соединить получившиеся зазоры вместе. Такую форму и приобретет изгиб по окончании работы. Затем изгиб исправляют. Чаще всего внешнюю сторону обрабатывают шпоном, в некоторых случаях ламинатом. Это действие позволяет исправить изгиб и скрыть любые допущенные в процессе производства дефекты. Пробелы между согнутым деревом скрываются элементарно – для этого смешивается клей и опилки, а после этой смесью заполняются пробелы.
Надрезы делаются поперек узора дереваНадрезы делаются поперек узора дерева
В независимости от метода сгиба, после того как дерево будет вынуто из формы, изгиб слегка расслабится. Ввиду этого его нужно сделать чуть больше, чтобы впоследствии компенсировать этот эффект. Метод пропиливания можно применить при сгибе части коробки или металлического уголка.
Итак, применяя такие простые рекомендации можно без особенных трудозатрат своими руками согнуть дерево.