Вакуумный пресс для фасадов МДФ своими руками
Технология мембранно-вакуумного прессования

Технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания, как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.

Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и прочего . Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей

Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести аккликатизацию в цехе в течение не менее трех суток.
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея

Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя. Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея

Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей

Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования

В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками

Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
Отклеивание ПВХ-пленки на торцах готового изделия

Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
Заломы пленки

Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.
Вакуумный пресс для фасадов МДФ своими руками
Изготовление гнутых фасадов мдф на термо вакуумном прессе с мембраной
Первым этапом процесса гнутья заготовки в прессе является установка на его рабочий стол матрицы подходящего размера. Матрица представляет собой нижнюю часть оснастки, находящей применение в изготовлении мебельных фасадов. Выбирают ее по размеру в зависимости от необходимого радиуса фасада. При этом высота створки и длина хорды могут варьироваться – главное, чтобы хорда матрицы превышала длину хорды самого большого изделия, с которым вам предстоит работать.
Размещение мдф заготовок на матрице

Многослойную заготовку будущего фасада помещают внутрь матрицы. При этом отверстие в ее средней части должно совпадать с продольной линией наверху дуги матрицы. Для фиксации заготовки можно использовать саморезы, гвозди или скотч (главное, чтобы она хорошо держалась). Рабочий стол станка необходимо накрыть вакуумной мембраной, закрепив ее с помощью прижимной рамы.
Только после этого можно переходить к процедуре вакуумирования.
– С помощью вакуумного насоса из-под мембраны выкачивается весь воздух. В результате атмосферное давление сгибает заготовку радиусного фасада и плотно прижимает ее к матрице.
– Затем автоматически начинается нагрев, который позволяе высушить клей между слоями согнутых листов МДФ
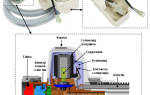
На рисунке изображен процесс термовакуумной формовки на мембранно вакуумном прессе при создании гнутого фасада 
На выходе получаем готовые гнутые заготовки

Гнутые подлокотники после термоформовки

Вакуумный насос маслосмазываемый пластинчито-роторного типа 40 м3/час

На видео показан процесс гнутья фасада на термовакуумном прессе с подъемным нагревательным коробом с мембранной. Такой тип пресса (с подъемным нагревательным коробом) используется при необходимости работы с заготовками большого размера, в связи с чем требуется большое рабочее поле 4000х1900 или больше, при таком поле дотянуться до заготовки руками с одной стороны уже не представляется возможным (в стандартном варианте подъема короба с одной стороны “хлебница).
В процессе вакуумирования используется клей ПВА. Продолжительность процедуры – полчаса. В течение 15 минут заготовка нагревается до температуры 100 С, после чего еще столько же времени она охлаждается. Нужно четко придерживаться этих временных рамок – за 15 минут ПВА не успеет разрушиться, зато заготовка дойдет до необходимого состояния.
Для работы с радиусными фасадами можно использовать термо-вакуумный пресс Gorelovskiy.ru . Он очень удобен в эксплуатации и автоматически поддерживает заданную температуру на протяжении всего времени воздействия. Периодически оборудование включает термоизлучатели, а потом также автоматически выключает их. Кроме того, на протяжении всего получаса воздействия станок самостоятельно поддерживает необходимое разрежение под мембраной. При этом для восстановления вакуума используется пластинчато-роторный насос, который включается и выключается автоматически. Такой принцип работы оборудования делает его максимально экономичным, удобным в эксплуатации, минимизирует влияние человеческого фактора, уменьшает трудозатраты и цену готовых изделий.
По истечении пятнадцати минут купол термо-модуля необходимо поднять, а насос выключить. Затем фасад еще пятнадцать минут остывает под мембраной.
Теперь в вашем распоряжении находится готовый фасад. Наполните пространство под мембраной воздухом и, приподняв раму, снимите ее. Удалите элементы фиксации, поднимите с пресса заготовку и оцените, насколько она соответствует форме оснастки. Для этого нужно повернуть фасад обратной стороной и снова поместить в матрицу – края заготовки должны четко прилегать к оснастке. Важно, чтобы фасад прижимался к поверхности матрицы во всех точках, а не только по одной из диагоналей. Лишь в таком случае можно говорить о точности его геометрической формы и размеров.
В результате мы получаем гнутый фасад, затем его фрезеруют на станке чпу, после чего ламинируют пленкой ПВХ

Заказать чпу станок можно на сайте или в офисе предварительно обсудив условия, цены, скидки, и получив консультацию и рекомендации. На страницах сайта вы найдете подробное описание станков с чпу, фото и видео, цены и характеристики, отзывы о покупке и установке промышленного оборудования. Также приведено сравнение разных моделей, можно подобрать нужные параметры. Комментарии к товарам есть в обсуждении на форуме, там же находятся инструкции, статьи и руководства как и что можно сделать своими руками. Доставка товара осуществляется по России. Гарантия предоставляется на все услуги и станки. Купить или заказать продукцию можно по адресу: Ростовская область,Аксайский район, п. Рассвет, ул. Магистральная 7.
Технология мембранно-вакуумного прессования
Технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того, чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.

Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и прочего . Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей

Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести акклиматизацию в цехе в течение не менее трех суток.
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея

Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя. Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея

Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей

Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования

В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками
- Шагрень (эффект «апельсиновой корки»)

Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
- Отклеивание ПВХ-пленки на торцах готового изделия

Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
- Заломы пленки

Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
- Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
- Вздутие пленки
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.
Технология мембранно-вакуумного прессования
Технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того, чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.
Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и прочего . Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей
Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести акклиматизацию в цехе в течение не менее трех суток.
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея
Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя. Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея
Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей
Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования
В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками
- Шагрень (эффект «апельсиновой корки»)
Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
- Отклеивание ПВХ-пленки на торцах готового изделия
Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
- Заломы пленки
Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
- Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
- Вздутие пленки
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.